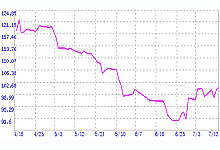
ЁЁЁЁ1ЫЋбѕЫЎЦЏАзЛюЛЏМС301PЕФгІгУадФм ЁЁЁЁ1.1ЛюЛЏМС301PЕФадФмМАзїгУЛњРэ ЁЁЁЁЛюЛЏМС301PЪЧвдAOBS(ЭщѕЃбѕБНЛЧЫсФЦ)ЮЊжїЛюЛЏМСЃЌВЂИЈвдЯрЙиДйНјКЭБЃЛЄзщЗжЕФИДХфаЭВњЦЗЁЃЫќПЩгУгкУожЏЮяЕФЭЌдЁСЗЦЏЃЌДІРэЮТЖШЕЭгк40ЁцЃЌЖбжУЪБЮЪПЩЫѕЖЬжС6ЁЋ8 hЁЃЛюЛЏМС301PГЪЕЛЦЩЋЗлФЉзДЃЌФмЭЈЙ§ЩњЮяНЕНтЮЊЖўбѕЛЏЬМЁЂЫЎЁЂАБКЭЯѕЫсбЮЃЌЪєЛЗБЃаЭЧАДІРэжњМСЁЃ ЁЁЁЁH202ЗжНтКѓЃЌЦфЦЏАзЕФгааЇзщЗжЪЧH00-ЃЌЗжНтЛњРэЮЊЃКЁЃИљОнЛЏбЇЗДгІЦНКтдРэЃЌЦЏвКжаМгШыМюЃЌФмжаКЭH+ЃЌДйНјHOO-ЕФЩњГЩЁЃЛюЛЏМС301PжаЕФAOBSПЩгыHOO-ЗЂЩњЧзКЫШЁДњЗДгІЃЌЩњГЩБШH2O2ИќЮЊЛюЦУЕФЙ§бѕввЫсвѕРызгЃЌФмдкЕЭЮТЁЂЕЭМюЬѕМўЯТЗЂЩњЦЏАззїгУЁЃ ЁЁЁЁ1.2ЛюЛЏМС301PЖдЫЋбѕЫЎЗжНтТЪЕФгАЯь ЁЁЁЁ1.2.1ВФСЯ ЁЁЁЁжЏЮя(27.8 tex×2)×58.3 tex 150 gЃЏm2ДПУоЦНЮЦВМ ЁЁЁЁвЉЦЗЛюЛЏМС301P(ЪаЪл)ЃЛЫЋбѕЫЎЃЌЫЋбѕЫЎЮШЖЈМС(ЛДАВЪаЬьКчЛЏЙЄдСЯгаЯоЙЋЫО)ЃЌЧтбѕЛЏФЦЃЛОЋСЗМСL-25ЃЌѓЇКЯМСCA-60(ЩЯКЃСЂУїОЋЯИЛЏЙЄгаЯоЙЋЫОЃЌвдЩЯОљЮЊЙЄвЕЦЗ)ЁЃ ЁЁЁЁ1.2.2ЦЏАзЙЄве ЁЁЁЁГЦШЁ15 gЮДДІРэжЏЮяЃЌАДдЁБШ1ЃК30ХфжЦЦЏАзвКЃЌдкКуЮТЫЎдЁжаМгШШжСвЛЖЈЮТЖШКѓНјааЦЏАзЃЛШЁГіЫЎЯДЃЌСРИЩЁЃ ЁЁЁЁЦЏАзДІЗНЃЏ(gЃЏL) ЁЁЁЁH202 2 ЁЁЁЁЮШЖЈМС2 ЁЁЁЁЛюЛЏМС30I P 6 ЁЁЁЁОЋСЗМСL-25 2 ЁЁЁЁNaOH x ЁЁЁЁ1.2.3ЫЋбѕЫЎЗжНтТЪВтЖЈ ЁЁЁЁЫЋбѕЫЎЗжНтТЪгУИпУЬЫсМиБъзМШмвКВтЖЈЃЌгЩЪН(1)ЫуЕУЃК ЁЁЁЁЪНжаЃКVЁЃ——ЦЏАзЧАЃЌ10 mLЦЏвКЯћКФЕФИпУЬЫсМиБъзМШмвКЬхЛ§ЃЛ ЁЁЁЁV2——ЦЏАзжСЙцЖЈЪБМфКѓЃЌ10 mLЦЏАзВавКЯћКФЕФИпУЬЫсМиБъзМШмвКЬхЛ§ЁЃ ЁЁЁЁ1.2.4гАЯьвђЫиЗжЮі ЁЁЁЁ(1)NaOHгУСПЖдH202ЗжНтТЪЕФгАЯь ЁЁЁЁНЋЮДДІРэЛњжЏУоХїВМжУгк1.2.2НкЫљЪіЦЏвКжаЃЌгк40ЁцДІРэ30minЃЌВтЕУH202ЗжНтТЪКЭжЏЮяЕФАзЖШжЕЃЌНсЙћМћБэlЁЃ ЁЁЁЁБэ1 NaOHжЪСПХЈЖШЖдH202ЗжНтТЪМАжЏЮяздЖШжЕЕФгАЯь .jpg)
ЁЁЁЁБэ1жаЃЌЕБNaOHжЪСПХЈЖШдк1.5ЁЋ2.5 gЃЏLЪБЃЌЦЏАзаЇЙћНЯКУЁЃЦЏвКжаВЛЬэМгNaOHЪБЃЌЦЏАзаЇЙћНЯВюЃЛЕЋNaOHДяЕНвЛЖЈгУСПКѓЃЌдйдіМгЦфгУСПЖдЦЏАзаЇЙћгАЯьВЛДѓЁЃзлКЯПМТЧЃЌNaOHжЪСПХЈЖШвд2 gЃЏLЮЊвЫЁЃ ЁЁЁЁ(2)ЛюЛЏМС301PгУСПЖдH202ЗжНтТЪЕФгАЯь ЁЁЁЁШЗЖЈNaOHгУСПЮЊ2 gЃЏLЃЌВЩгУВЛЭЌгУСПЕФЛюЛЏМС301PЃЌЬНЬжЦфЖдЦЏАзаЇЙћЕФгАЯьЃЌНсЙћМћБэ2ЁЃ ЁЁЁЁБэ2ЛюЛЏМС301PгУСПЖдH2O2ЗжНтТЪМАжЏЮяАзЖШжЕЕФгАЯь .jpg)
ЁЁЁЁгЩБэ2ПЩжЊЃЌдкЕЭЮТКЭЕЭМюЬѕМўЯТЃЌШєВЛЬэМгЛюЛЏМС301PЃЌH2O2ЗжНтТЪКмЕЭЃЌЦЏАззїгУКмШѕЁЃМгШыЛюЛЏМС301PКѓЃЌЫцЦфгУСПдіМгЃЌH2O2ЗжНтТЪж№ВНдіДѓЃЌжЏЮяЕФАзЖШвВж№НЅЬсИпЃЌетЫЕУїгаИќЖрH202ЗжНтГЩH00-ЃЌВЂЭЈЙ§гыЛюЛЏМС301PЕФНјвЛВНЗДгІЩњГЩЙ§бѕввЫсИКРызгЃЌЗЂЛгЦЏАззїгУЁЃЕЋЕБЛюЛЏМС301PЕФгУСПДяЕНвЛЖЈГЬЖШКѓЃЌжЏЮяЕФздЖШЮоУїЯддіДѓЕФЧїЪЦЁЃвђДЫЃЌЛюЛЏМС301PКЯЪЪгУСПЮЊ6ЁЋ8 gЃЏLЁЃ ЁЁЁЁ2ЛюЛЏМС301 PдкРфЖбЧАДІРэЕФгІгУ ЁЁЁЁ2.1ЪдбщЙЄве ЁЁЁЁ2.1.1жЏЮя ЁЁЁЁ(18.2 tex×2)×72.9 tex 450 gЃЏm2КёУоЬКХїВМ ЁЁЁЁ2.1.2ЛюЛЏМС301PРфдўЖбЧАДІРэЙЄве ЁЁЁЁЙЄвеСїГЬХїВМ→НўдўРфЖбвК(ЖрНўЖўдўЃЌдўгрТЪ100%)→ДђОэЖбжУ8 h→ШШЫЎЯД(95—100ЁцЃЌСНИё)→ЮТЫЎЯД(СНИё)→РфЫЎЯД(СНИё)→КцИЩ ЁЁЁЁЙЄвеДІЗНЃЏ(gЃЏL) ЁЁЁЁђќКЯМСCA-60 2 ЁЁЁЁОЋСЗМСL25 10 ЁЁЁЁNaOH(100%) x ЁЁЁЁЛюЛЏМС301 P Y ЁЁЁЁЫЋбѕЫЎ(100%) z ЁЁЁЁЫЋбѕЫЎЮШЖЈМС10 ЁЁЁЁ2.1.3ЪдбщНсЙћЗжЮі ЁЁЁЁ(1)ЫЋбѕЫЎгУСП ЁЁЁЁдкЛюЛЏМС301P 8 gЃЏLЃЌNaOH 2 gЃЏLЬѕМўЯТЃЌВЩгУВЛЭЌЕФЫЋбѕЫЎжЪСПХЈЖШЖдДПУожЏЮяХїВМНјааДІРэЁЃВтЖЈДІРэКѓжЏЮяЕФАзЖШЁЂУЋаЇМАЧПСІЯТНЕТЪЃЌНсЙћМћБэ3ЁЃ ЁЁЁЁБэ3ЫЋбѕЫЎгУСПЖдЦЏАзаЇЙћЕФгАЯь .jpg)
ЁЁЁЁгЩБэ3ПДГіЃЌЫцзХЫЋбѕЫЎгУСПдіМгЃЌжЏЮяЕФАзЖШКЭУЋаЇЬсИпЃЌЖјЧПСІЯТНЕЁЃЕБЫЋбѕЫЎгУСПГЌЙ§20 gЃЏLЪБЃЌАзЖШКЭУЋаЇВЛдйдіМгЃЌЧПСІЯТНЕбЯжиЁЃвђЮЊдкМюадЬѕМўЯТЃЌЫЋбѕЫЎгУСПГЌЙ§10 gЃЏLКѓЃЌЛсбѕЛЏЯЫЮЌЫиЃЌЪЙжЏЮяЧПСІЯТНЕЁЃзлКЯПМТЧЃЌбЁгУЫЋбѕЫЎгУСП16 gЃЏLЁЃ ЁЁЁЁ(2)ЛюЛЏМС301PгУСП ЁЁЁЁЛюЛЏМС301PгУСПЖдЦЏАзаЇЙћМАЧПСІЕФгАЯьМћБэ4ЁЃДІРэЬѕМўЮЊЃКH202 16 gЃЏLЃЌNaOH 2 gЃЏLЁЃ ЁЁЁЁБэ4ЛюЛЏМС301PгУСПЖдЦЏАзаЇЙћЕФгАЯь .jpg)
ЁЁЁЁгЩБэ4ПЩжЊЃЌЫцзХЛюЛЏМС301PгУСПдіМгЃЌжЏЮяЕФАзЖШКЭУЋаЇБфЛЏВЛДѓЃЌЧПСІгаЫљЯТНЕЁЃЛюЛЏМС301PдкМюадЬѕМўЯТЃЌЖджЏЮяжаЕФУозбПЧЁЂЙћНКЮяжЪЁЂКЌЕЊЮяжЪМАРЏзДЮяжЪЕШгавЛЖЈЕФШЅГ§зїгУЃЌЪЙжЏЮяЕФЮќЫЎаддіЧПЃЌвђЖјАзЖШКЭУЋаЇЬсИпЁЃзлКЯПМТЧЃЌШЁЛюЛЏМС301PгУСП8ЁЋ10 gЃЏLЮЊвЫЁЃ ЁЁЁЁ(3)NaOHгУСП ЁЁЁЁNaOHгУСПЖдЦЏАзаЇЙћМАЧПСІЕФгАЯьШчБэ5ЫљЪОЁЃДІРэЬѕМўЮЊЃКЛюЛЏМС301P 8 gЃЏLЃЌH2O2 16 gЃЏLЃЌNaOH 0.5—3.5 gЃЏLЁЃ ЁЁЁЁБэ5 NaOHгУСПЖдЦЏАзаЇЙћЕФгАЯь .jpg)
ЁЁЁЁгЩБэ5жЊЃЌЫцзХNaOHгУСПдіМгЃЌжЏЮяЕФАзЖШКЭУЋаЇврдіМгЃЌЧПСІж№НЅНЕЕЭЁЃNaOHгУСПГЌЙ§3 gЃЏLЪБЃЌАзЖШКЭУЋаЇБфЛЏВЛДѓЃЌЕЋЧПСІЯТНЕНЯЖрЃЌетЪЧвђЮЊЙЄзївКМюаддіЧПКѓЃЌЫЋбѕЫЎЕФЗжНтЫйТЪдіМгЃЌЦЏАзаЇТЪЬсИпЃЌЕЋЯЫЮЌбѕЛЏЕФЫйЖШвВМгПьЁЃЫљвдЃЌШЁNaOHгУСПвд1.5—2.5 gЃЏLЮЊвЫЁЃ ЁЁЁЁ(4)гХЛЏЙЄвеШЗЖЈ ЁЁЁЁгЩЩЯЪіЪдбщПЩжЊЃЌЫЋбѕЫЎЦЏАзЛюЛЏМС301PЧАДІРэЕФгХЛЏЙЄвеДІЗНЮЊЃКH202 16 gЃЏLЃЌЛюЛЏМС301P 8gЃЏLЃЌNaOH 2gЃЏLЃЌЖдУожЏЮяРфдўЖбДІРэ8 hКѓЃЌжЏЮяАзЖШЮЊ76.1ЃЌУЋаЇЮЊ8.5 cmЃЏ30minЃЌЧПСІЯТНЕТЪЮЊ7.5%ЁЃ ЁЁЁЁ2.2ДѓбљЩњВњ ЁЁЁЁдкЩЯЪіЪдбщЛљДЁЩЯЃЌНјааСЫ2 000 mЕФДѓбљЪдЩњВњЃЌВЂгыДЋЭГЕФРфдўЖбЙЄвеНјааБШНЯЁЃСНжжРфдўЖбЙЄвеВЩгУЯрЭЌЕФРфдўЖбЩшБИКЭLSR 036—280аЭИпаЇжѓЦЏСЊКЯЛњЁЃ ЁЁЁЁ2.2.1ГЃЙцРфдўЖбЧАДІРэЙЄве ЁЁЁЁХїВМ→НўдўРфЖбвК(ЖрНўЖўдўЃЌдўгрТЪ100%)→ДђОэЖбжУ20ЁЋ22 h→НўдўВЙГфвК(ЖрНўЖўдўЃЌдўгрТЪ80%)→Цћеє(100Ёц×20 min)→ШШЫЎЯД(95ЁЋ100ЁцЃЌСНИё)→ЮТЫЎЯД(СНИё)→ЫсЯДжаКЭ(вЛИё)→РфЫЎЯД(ЫФИё)→КцИЩ ЁЁЁЁГЃЙцРфдўЖбДІЗНЃЏ(gЃЏL) ЁЁЁЁРфЖбНўдўвКВЙГфвК ЁЁЁЁђќКЯМС2 1 ЁЁЁЁОЋСЗМСL-25 10 3 ЁЁЁЁNaOH(100%) 40 10 ЁЁЁЁЫЋбѕЫЎ(100%) 25 6 ЁЁЁЁЫЋбѕЫЎЮШЖЈМС20 6 ЁЁЁЁ2.2.2ЛюЛЏМС301PРфдўЖбЧАДІРэЙЄве ЁЁЁЁХїВМ→НўдўРфЖбвК(ЖрНўЖўдўЃЌдўгрТЪ100%)→ДђОэЖбжУ8 h→ШШЫЎЯД(95вЛ100ЁцЃЌСНИё)→ЮТЫЎЯД(СНИё)→РфЫЎЯД(СНИё)→КцИЩ ЁЁЁЁЛюЛЏМС301 PРфдўЖбДІЗНЃЏ(gЃЏL) ЁЁЁЁђќКЯМСCA-60 2 ЁЁЁЁОЋСЗМСL25 10 ЁЁЁЁNaOH(100%) 2 ЁЁЁЁЛюЛЏМС301P 8 ЁЁЁЁЫЋбѕЫЎ(100%) 16 ЁЁЁЁЫЋбѕЫЎЮШЖЈМС10 ЁЁЁЁДгБэ6ПДГіЃЌЪЙгУЛюЛЏМС301PНјааРфдўЖбЧАДІРэКѓ.жЏЮяАзЖШКЭУЋаЇЛљБОНгНќГЃЙцЙЄвеЕФаЇЙћЃЌЖјЖЯСбЧПСІКЭЖЯСбЩьГЄТЪгаЫљЬсИпЁЃ ЁЁЁЁБэ6ДѓбљЪдбщНсЙћБШНЯ .jpg)
ЁЁЁЁ3НсТл ЁЁЁЁ(1)ЛюЛЏМС301PФмДйЪЙH202ЗжНтГЩHOO-ЃЌВЂНјвЛВНгыЦфЗДгІЩњГЩЙ§бѕввЫсИКРызгЃЌЦЏАзаЇЙћЯджјЬсИпЁЃ ЁЁЁЁ(2)ВЩгУЛюЛЏМС301PЕЭЮТЕЭМюРфдўЖбЧАДІРэЙЄвеЃЌДІРэКѓжЏЮяЕФАзЖШКЭУЋаЇОљНгНќГЃЙцРфдўЖбЙЄвеЃЌЧПСІЫ№ЪЇНЯаЁЃЛNaOHгУСПНіЮЊГЃЙцРфдўЖбЙЄвеЕФ5%ЁЋ10%ЃЌдкКѓајЫЎЯДжаПЩУтШЅЫсЯДжаКЭЃЌДѓЗљЖШНЕЕЭЮлЫЎЕФКЌМюСПЃЌМѕЧсСЫЮлЫЎДІРэЕФИКЕЃЁЃ ЁЁЁЁ(3)ЛюЛЏМС301PРфдўЖбЧАДІРэЙЄвеЮоашЦћеєЃЌжЏЮяЖбжУЪБМфДѓЗљЫѕЖЬЃЌИпаЇНкФмЁЃ |
 ЛЏЙЄзЪбЖ
ЛЏЙЄзЪбЖ